Hi guys,
Anyone out there has used the LSi C100 VFD (LSLV0022C100-1N) with a PMDX-126/107 and can share your connections from -107 to VFD?
I figured something like this (see image):
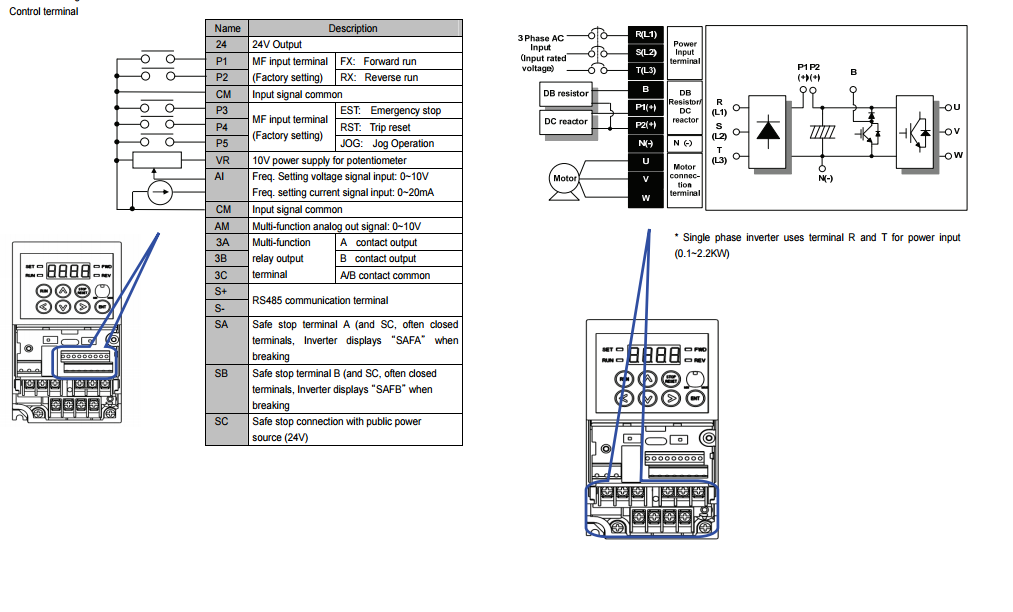
PMDX-107 LSi C100 VFD AGnd =====> CM (Input signal common)
AOut =====> AI (Freq. Setting Voltage signal input: 0-10V)
ARef =====> ???
COM =====> CM (Input signal common)
Fwd Run ===> P1 (FX: Forward Run)
Rev Dir ====> P2 (RX:Reverse Run) Optional (is this needed on a cnc router?
220 single phase power to R(L1) and T(L3), Ground to chassis
Spindle Motor to U,V,W, and ground.
http://www.lsis.com/usa/customer/download/Search for LSLV C100 Series User's Manual
On PMDX-107 set the 10V dip switch (#6)
On PMDX-126 - not sure if I have to set to "Run in Normal Mode with Charge Pump", Config 1 open.